观看我们的产品视频,就像打开了一扇通往精密钢管-20MnG精密管拒绝中间商产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
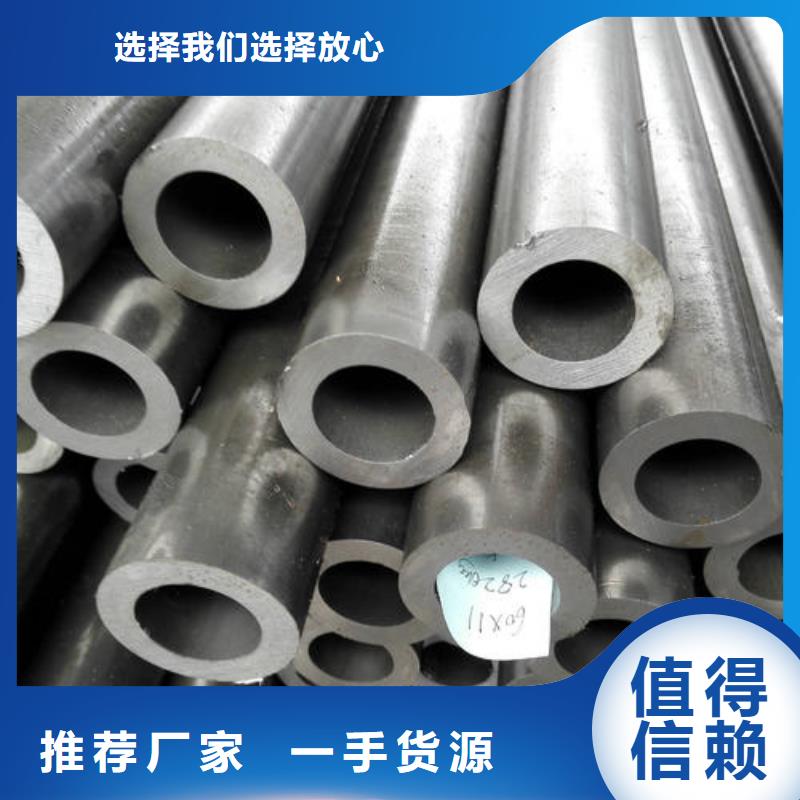
以下是:恩施巴东精密钢管-20MnG精密管拒绝中间商的图文介绍

这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。
精密小口径光亮管冷却注意事项:小口径精轧管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精轧管奥氏体温度较多而且稳定,故应进行四次回火。


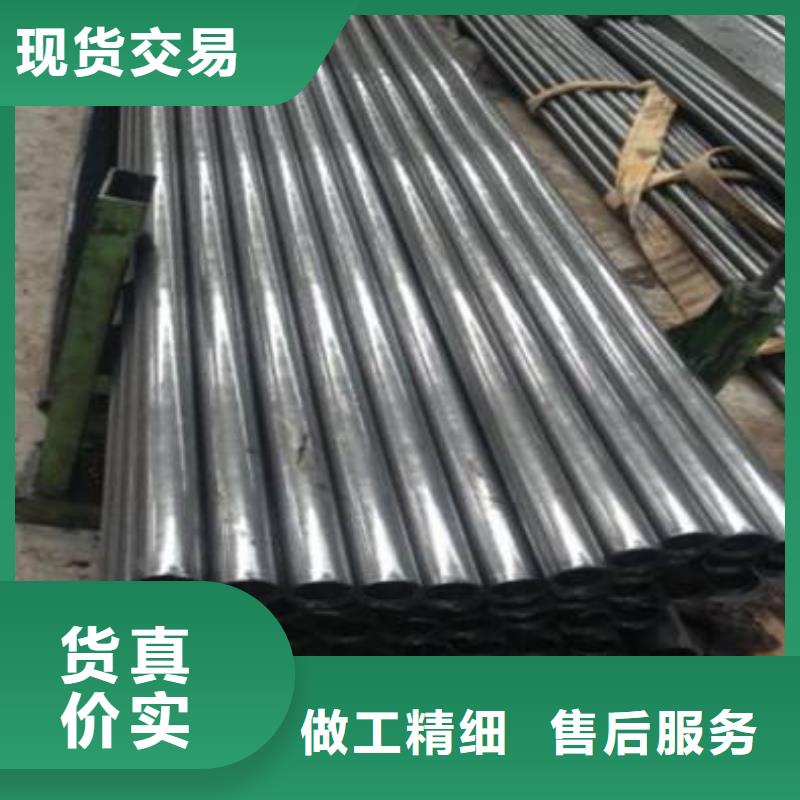
一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



融拓金属材料(巴东县分公司)服务承诺
1、在客户正常的储运、保养、使用条件下,因【[钢管]】产品的制造质量问题而不能正常使用时,提供三包(保修、包退、包换)服务。
2、在接到【[钢管]】质量信息反馈时,将在24小时内提出处理意见,并做到100小时内赶到现场处理问题,待正常运转后,再分析原因,明确责任。
3、为出厂【[钢管]】产品提供必要的技术文件和产品合格。
4、根据客户需求或协议及时提供备品、备件和安装、调试、维修服务及对客户有关人员进行技术培训。

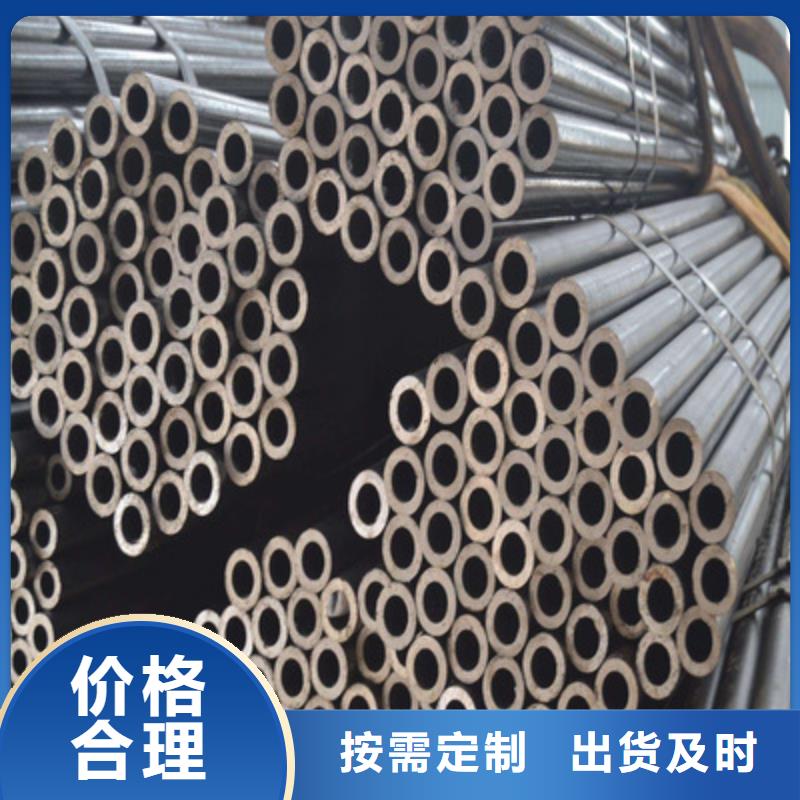
精轧管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精轧管生产和加工的基地。精轧管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。
这种精轧管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。





 扫一扫
扫一扫